Rahr Malting Co. – Malt of Reputation
Rahr Corporation was founded on the shores of Lake Michigan in 1847 by German immigrant and brewer, William Rahr. Over 166 years later, the company is still owned and operated by the Rahr family, now in its 5th and 6th generations.
For over 166 years our success has been built upon a commitment of quality, integrity and value provided to our customers, and is evidenced by the continuous investment in our people, our facilities and our products. Over this time, Rahr Malting Co. has taken pride in being the “Malt of Reputation”.
Today, Rahr Malting Co. Is the top producer of North American malt utilizing its modern malt production plants strategically located in Shakopee, MN and Alix, Alberta, Canada. The malting operations are supported by our barley procurement and distribution business located in Taft, North Dakota.
Malting is a biological process that takes place in three steps: steeping, germination and kilning.
Steeping – 36 to 48 Hours
 Water is added at suitable (52-56 degree F) temperatures. Malting quality barley is directed into large steeping tanks filled with water, and air is injected into the water to maintain desired dissolved oxygen levels. A series of immersions will be done to assure that the barley is completely washed and uniformly hydrated. During drain periods, CO2 will be removed from the tanks. The final moisture of the barley will be raised from 12% moisture up to the 44-45% moisture range.
Water is added at suitable (52-56 degree F) temperatures. Malting quality barley is directed into large steeping tanks filled with water, and air is injected into the water to maintain desired dissolved oxygen levels. A series of immersions will be done to assure that the barley is completely washed and uniformly hydrated. During drain periods, CO2 will be removed from the tanks. The final moisture of the barley will be raised from 12% moisture up to the 44-45% moisture range.
Germination – 96 Hours
 After steeping, the grain is gently transported to germination compartments. It will be grown under controlled temperature, water additions, airflow and humidity for approximately four days. The enzymes are activated and the starches are broken down into more simple forms of sugars as dictated by customer requirements.
After steeping, the grain is gently transported to germination compartments. It will be grown under controlled temperature, water additions, airflow and humidity for approximately four days. The enzymes are activated and the starches are broken down into more simple forms of sugars as dictated by customer requirements.
Drying (Kilning) – 24 to 36 hours
 When grown to satisfaction, the fully modified barley is now referred to as “green malt” and is moved into kilns for drying. These are large rectangular or circular vessels with perforated floors. The malt is dried to 4% moisture using high volumes of air at temperatures up to 190 degrees Fahrenheit. The air temperature and airflow are closely controlled to achieve the desired malt attributes.
When grown to satisfaction, the fully modified barley is now referred to as “green malt” and is moved into kilns for drying. These are large rectangular or circular vessels with perforated floors. The malt is dried to 4% moisture using high volumes of air at temperatures up to 190 degrees Fahrenheit. The air temperature and airflow are closely controlled to achieve the desired malt attributes.
The principal result of this processing is that the starches have been broken down into more simple sugars, the enzyme potential has been optimized, color generated and the malty flavor developed.
The finished product is binned in silos to be aged and separated for later blending to customer specifications.
 Each malthouse continues to be upgraded with the latest in equipment and process control, assuring complete customer satisfaction. The storage capacity consists of 300 bins with a total storage capacity of 8 million bushels. Our onsite modern technical center includes both QC and research laboratories along with laboratory scale fermentation equipment to offer a full array of support and services to our customers.
Each malthouse continues to be upgraded with the latest in equipment and process control, assuring complete customer satisfaction. The storage capacity consists of 300 bins with a total storage capacity of 8 million bushels. Our onsite modern technical center includes both QC and research laboratories along with laboratory scale fermentation equipment to offer a full array of support and services to our customers.
 Our barley laboratory evaluates our North American crops and assures us that only the finest barley is used for our production. We also operate a pilot malting facility that malts over 1000 samples a year for process improvement and crop evaluation purposes.
Our barley laboratory evaluates our North American crops and assures us that only the finest barley is used for our production. We also operate a pilot malting facility that malts over 1000 samples a year for process improvement and crop evaluation purposes.
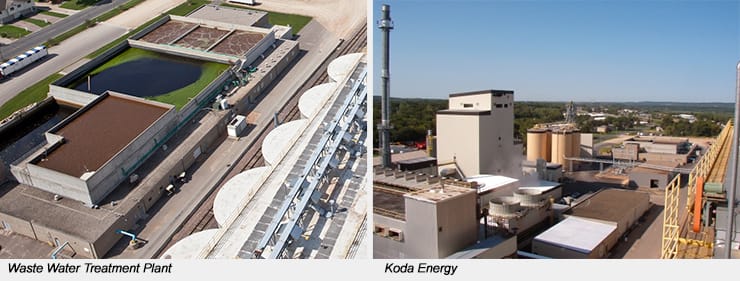 We also feel strongly about the environment and the impact that the malting process can have on such precious resources. On-site you can find a waste water treatment plant and an environmentally friendly power plant. Our waste water treatment plant processes 1-million-gallon-per-day feeding clean, oxygen rich water back into the Minnesota River. Our power plant, Koda Energy is a joint venture with the Shakopee Mdewakanton Sioux Community. Considerably cleaner than a coal plant and considered CO2 neutral, this combined heat and power plant is the only facility in the United States which burns exclusively natural, non-manmade materials.
We also feel strongly about the environment and the impact that the malting process can have on such precious resources. On-site you can find a waste water treatment plant and an environmentally friendly power plant. Our waste water treatment plant processes 1-million-gallon-per-day feeding clean, oxygen rich water back into the Minnesota River. Our power plant, Koda Energy is a joint venture with the Shakopee Mdewakanton Sioux Community. Considerably cleaner than a coal plant and considered CO2 neutral, this combined heat and power plant is the only facility in the United States which burns exclusively natural, non-manmade materials.
 At BSG, we are very proud of the Rahr Malting heritage. If ever in Shakopee, MN, please contact your BSG sales manager to set up a tour!
At BSG, we are very proud of the Rahr Malting heritage. If ever in Shakopee, MN, please contact your BSG sales manager to set up a tour!
To Thee!