Brewing Tricks to Consider During a CO2 Crunch
Greetings! Today we welcome BSG Technical Support and Training Manager Ashton Lewis to the blog once again. He’s here to help us better understand the extreme pressures that have affected CO2 production and availability in recent years. In the blog below, Ashton offers up creative tips and professional tools for recapturing, retaining, and reducing consumption of this gaseous resource. Read on to be ready for whatever.
CO2 Supply Disruptions
The last several years have been a real lesson in trial-by-fire for manufacturers of all sorts as the COVID-19 pandemic jolted the world’s supply chain. Demand for delivered goods soared, gas consumption dropped, shipping lines made a hard switch to meet the high demand for Asian-made products, and draft beer sales plummeted across the globe. Amid this chaos, carbon dioxide demand increased because of the uptick in packaged beer demand while carbon dioxide production fell because of reduced oil refinery output tied to the drop in driving. Although the world has largely recovered from the pandemic, carbon dioxide shortages continue to pop up around the world, including in the US and Canada.
Extinct Underground Volcano Taints CO2 Dome
In late summer of 2022, an extinct underground volcano contaminated high-purity reserves of CO2 stored in the Jackson dome with sulfur compounds, leading to yet another major CO2 shortage, sending ripples across the country and into Canada and Mexico. When this news hit, few brewers had heard of the Jackson Dome, the largest natural source of carbon dioxide in the US and the country’s only natural source of carbon dioxide east of the Mississippi. To put this in perspective, the US, the world’s top producer of natural carbon dioxide, has five major natural CO2 fields and the combined production from natural sites make up about 80% of all carbon dioxide produced in the US.

Fermentation Magically Produces This Stuff!
The good news for brewers is that CO2 is naturally produced during fermentation. The bad news, however, is that CO2 recovery systems are expensive and only make sense for breweries above a certain size. As recently as 5 years ago, breweries producing less than about 500,000 BBLs/600,000 hL annually were considered too small to justify the installation of CO2 recovery plants. Thanks to the innovative work from Earthly Labs, now part of Chart Industries, breweries producing as little as 5,000 BBLs/6,000 hL per year may be able to justify carbon dioxide recovery. Haffmans, a subsidiary of Pentair, has also released a smaller version of their large-scale equipment that is a good fit for breweries producing about 200,000 BBLs/250,000 hL per year. This still leaves thousands of North American breweries with no options for CO2 recovery. But recovery is not the only option for brewers seeking ways to reduce CO2 consumption.

Why Spend When You Can Spund?
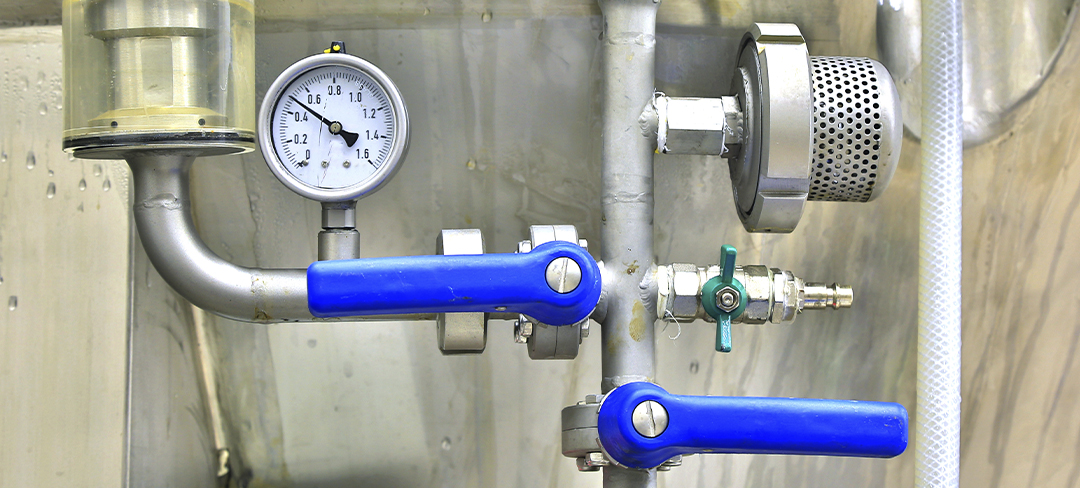
Capturing carbon dioxide from fermenting beer using spunding valves, also called bunging valves and spundapparat, is arguably the easiest way for any brewery to reduce consumption of purchased CO2. The spunding process requires monitoring fermentation through periodic checks, a good practice for all brewery fermentations, to determine when it’s time to attach the spunding valve to the CO2 vent line. Spunding at 1˚ Plato above projected finishing gravity provides sufficient CO2 to pressurize the headspace of the fermenter, usually about 30% greater than the beer volume, and naturally carbonate typical ale and lager styles. Most brewers spund a bit soon, somewhere between 1.5˚ to 2˚ Plato above terminal, to be sure they catch the fermentation with sufficient fuel in the tank to maximize natural beer CO2 content.

Two key points about spunding related to tank pressure rating. Most beer fermenters are rated to 1 barg (gauge pressure). Gauge pressure (pressureg) refers to pressure greater than atmospheric pressure (pressurea) and is usually assumed when pressure values are expressed outside of science and engineering discussions.
One bar equates to 14.7 psi or 101.35 kPa. Unit semantics aside, the pressure rating of most fermenters means that lager beer conditioned at 40˚ F/4˚ C can be carbonated up to about 2.65 volumes (5.3 g/L) and ales conditioned at 65˚ F/18˚ C can be carbonated up to about 1.75 volumes (3.5 g/L).
Key point #1: spunding in typical tanks works great for lagers but does not result in fully carbonated ales.
So, how can ale brewers take advantage of naturally produced carbon dioxide? The easiest way is to set the spunding valve to about 2 bar/30 psi, but chances are the typical ale fermenter is only rated to 1 bar.
This brings up key point #2: Never replace the pressure-relief valve on a fermenter with a relief valve whose design pressure exceeds the tank rating. Additionally, never ever remove a pressure-relief valve from a tank and cap off the fitting. Both practices are unsafe because tank design is not approximate and padded with generous safety factors.
Safety Requirements Prevent Dangerous Steam-Boiler Failures
Pressure-related tank failures do occur in breweries and such events can be fatal. One common weak spot is the tank manway; push the tank pressure above a certain point and an in-swing manway folds like a taco and is violently pushed out of the vessel. In addition to the safety issue, there are regulatory requirements in the US and Canada that require “pressure vessels,” or those with a design rating above 1 bar, to be designed, built, and tested in conformance with either the American Society of Mechanical Engineers (ASME vessels) or the Canadian Registration Number (CRN) system. ASM and CRN rated tanks are also required to be protected with relief valves that conform with these codes. And don’t think the system is easy to slip under; states and provinces keep an eye on pressure vessels, as do insurance providers. For an interesting and terrifying historical dive, check out the history of steam-boiler failures.

Suffice it to say, key point #2 is worth repeating; never replace the pressure-relief valve on a fermenter with a relief valve whose design pressure exceeds the tank rating, and never ever remove a pressure-relief valve from a tank and cap off the fitting.
Reducing Consumption of CO2
Although ale brewers cannot fully carbonate beer in fermenters rated to 1 bar using most ale strains, there are some brewing tricks to consider during a CO2 crunch. Cooling the beer down to 50˚ F/10˚ C, cropping the fermenting strain, attaching a spunding valve, adding a lager conditioning yeast along with a priming dose, and slowly cooling the tank down to 40˚ F/4˚ C works quite well. Yes, this adds time to the schedule and may have a sensory effect on the beer, but it gives brewers a solution to consider.
The real elephant in the room for most craft breweries is the CO2 consumed during tank purging. Preparing lagering tanks, bright beer tanks, and serving tanks for beer typically consumes a lot of gas, and one of the most popular purging methods is slowly feeding carbon dioxide into the bottom of the vessel. Although purging from the bottom is often described as a heavy blanket of carbon dioxide acting as an invisible piston pushing air out of the tank, the method is a dilution method because gases mix. This is why purging consumes a lot of CO2.
A more deliberate method aimed at oxygen dilution is to repeatedly pressurize and de-pressurize with CO2. Assuming the initial condition is 20% oxygen and 80% nitrogen, pressurizing with CO2 to 1 bar dilutes the oxygen to 10%. After a total of three cycles (two de-pressurization steps) the oxygen content is 2.5%. That’s still ample oxygen to oxidize beer, but it is a good start.
Filling a tank with water and displacing with CO2 as the water is pumped to a tank for re-use is another approach. This method works great to remove oxygen from the tank atmosphere but is slow, requires a water storage tank, and a method to keep the water clean. No real silver bullets to reduce CO2 consumption through purging, but some great options to consider.

What about nitrogen? Nitrogen generation systems may be a cost-effective alternative to CO2 as a purging gas, especially when CO2 is in short supply. Although nitrogen is slightly less dense than air, it can be used to effectively dilute oxygen using the pressurize/de-pressurize method and also performs well with the water method. Liquid nitrogen has a proven track record in packaging lines as a headspace gas.
Like all brewing challenges, there are numerous solutions to consider. Hopefully this blog is a good launching point for discussions within your brewing team to prepare for the next CO2 shortage. As always, remember to reach out to BSG as a brewing resource.